
射出成形の利点と限界
射出成形がダイカスト成形に比べて優れているかどうかは、1930年代に射出成形が初めて導入されて以来、議論が続いています。射出成形には利点もありますが、限界もあり、それは主にニーズによって異なります。製品の製造に成形部品を使用する相手先ブランド製造業者(OEM)やその他の消費者は、品質、耐久性、価格といった要素を考慮して、自社のニーズに最適な成形部品を選定します。
射出成形とは何ですか?
射出成形とは、溶融したプラスチックを金型に押し込み、硬化させることで完成部品や製品を製造する方法です。この方法で作られる部品の用途は、製品の種類と同じくらい多岐にわたります。用途によっては、射出成形部品の重量は数オンスから数百ポンド、数千ポンドに及ぶこともあります。つまり、コンピューター部品、ソーダボトル、おもちゃから、トラック、トラクター、自動車部品まで、実に幅広い製品に使用されています。
ダイカストとは何か
ダイカストは、寸法精度が高く、輪郭が鮮明で、表面が滑らかまたは凹凸のある金属部品を製造するための製造プロセスです。溶融金属を高圧で再利用可能な金属金型に流し込むことで行われます。このプロセスは、原材料から完成品までの最短距離としてしばしば説明されます。「ダイカスト」という用語は、完成品そのものを指す場合にも使用されます。
プラスチック射出成形 vs. ダイカスト
射出成形法は、もともとダイカストをモデルに開発されたもので、溶融金属を金型に押し込んで製品部品を製造するという点で類似したプロセスです。しかし、ダイカストではプラスチック樹脂ではなく、亜鉛、アルミニウム、マグネシウム、真鍮などの非鉄金属を主に用います。ほぼあらゆる金属からほぼあらゆる部品を鋳造できますが、アルミニウムは最も人気のある金属の一つとなっています。アルミニウムは融点が低いため、成形加工が容易です。金型は、30,000psi以上の高圧射出に耐えられるよう、永久金型プロセスで使用される金型よりも強度が高くなっています。この高圧プロセスにより、耐久性があり、疲労強度に優れた微細な構造が得られます。そのため、ダイカストはエンジンやエンジン部品から鍋やフライパンまで、幅広い用途に使用されています。
ダイカストの利点
貴社が、ジャンクションボックス、ピストン、シリンダーヘッド、エンジンブロック、あるいはプロペラ、ギア、ブッシング、ポンプ、バルブといった、強度と耐久性に優れた大量生産の金属部品を必要としている場合、ダイカストは理想的な製造方法です。
強い
耐久性
大量生産が容易
ダイカストの限界
しかし、ダイカストには利点があるとはいえ、考慮すべきいくつかの限界点も存在すると言えるだろう。
部品のサイズに制限があります(最大で約24インチ、75ポンド)。
初期工具コストが高い
金属価格は大きく変動する可能性がある
スクラップ材料は生産コストを増加させる。
射出成形の利点
射出成形は、従来のダイカスト製法に比べて多くの利点があるため、近年ますます人気が高まっています。具体的には、現在プラスチックから製造される低コストで手頃な価格の製品は、種類も量も膨大で、事実上無限と言えるほどです。また、仕上げ加工も最小限で済みます。
軽量
耐衝撃性
耐腐食性
耐熱性
低コスト
仕上げに関する要件は最小限です
言うまでもなく、どの成形方法を選択するかは、最終的には品質、必要性、収益性の交点によって決まります。それぞれの方法には利点と欠点があります。部品製造にどの方法(RIM成形、従来の射出成形、ダイカスト)を採用するかは、OEMのニーズによって決まります。
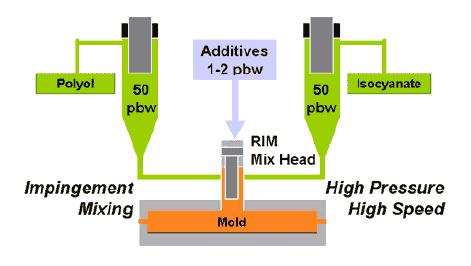
オズボーン・インダストリーズ社は、従来の射出成形よりも低コスト、耐久性、生産の柔軟性に優れていることから、反応射出成形(RIM)を採用しています。RIM成形は、従来の射出成形で使用される熱可塑性樹脂とは異なり、熱硬化性樹脂に適しています。熱硬化性樹脂は軽量で非常に強度が高く、耐腐食性にも優れているため、極端な温度、高温、または腐食性の高い環境で使用される部品に特に適しています。RIM成形による部品生産コストは、中量生産や少量生産でも低く抑えられます。反応射出成形の大きな利点の1つは、車両の計器盤、塩素ガス貯蔵塔の天板、トラックやトレーラーのフェンダーなど、大型部品の生産が可能であることです。
投稿日時:2020年6月5日